Dos métodos de procesamiento de engranajes hipoides.
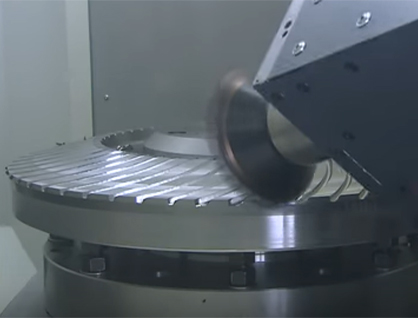
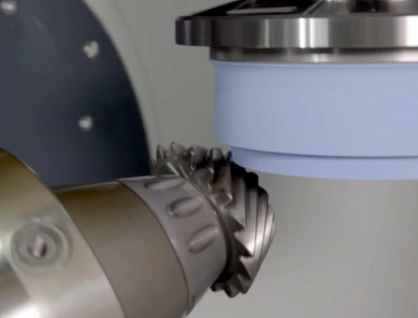
Elengranaje cónico hipoideFue introducido por Gleason Work en 1925 y se ha desarrollado durante muchos años. En la actualidad, hay muchos equipos nacionales que se pueden procesar, pero el procesamiento de alta precisión y alta gama lo realizan principalmente equipos extranjeros Gleason y Oerlikon. En términos de acabado, existen dos procesos principales de rectificado de engranajes y procesos de lapeado, pero los requisitos para el proceso de corte de engranajes son diferentes. Para el proceso de rectificado de engranajes, se recomienda utilizar fresado frontal para el proceso de corte de engranajes y se recomienda el proceso de lapeado. para enfrentar el cojeo.
Elengranajesprocesados por el tipo fresado frontal son dientes cónicos, y los engranajes procesados por el tipo fresado frontal son dientes de igual altura, es decir, las alturas de los dientes en las caras extremas grande y pequeña son las mismas.
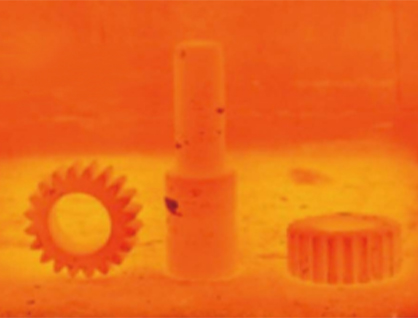
El proceso de procesamiento habitual es un mecanizado aproximado después del precalentamiento y luego un mecanizado final después del tratamiento térmico. Para el tipo de tallado frontal, es necesario traslaparlo y emparejarlo después de calentarlo. En términos generales, el par de engranajes rectificados juntos aún deben coincidir cuando se monten más adelante. Sin embargo, en teoría, los engranajes con tecnología de rectificado de engranajes se pueden utilizar sin coincidencia. Sin embargo, en la operación real, considerando la influencia de los errores de ensamblaje y la deformación del sistema, todavía se utiliza el modo de coincidencia.