





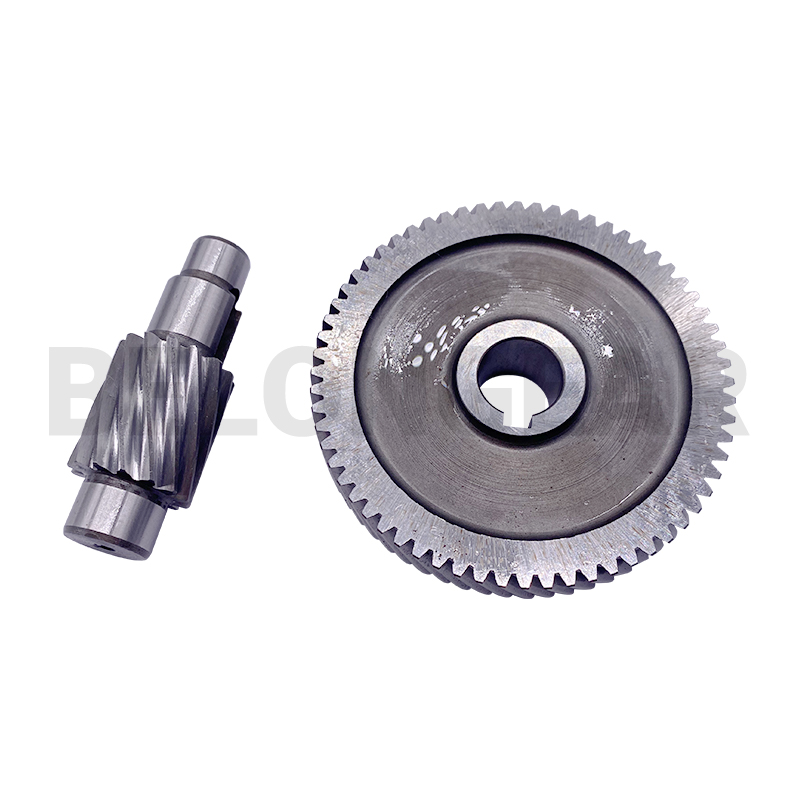
Engranaje de espiga de China para sistemas automotrices de maquinaria pesada marina. Detalle:
Fabricación de engranajes Belonengranajes de espigaImplica varios procesos, como el tallado con fresa madre, el rectificado y el fresado. El tallado con fresa madre se utiliza a menudo como proceso principal para dar forma a los dientes, donde una herramienta de tallado con fresa madre corta el perfil del engranaje en el metal. El rectificado posterior refina la superficie de los dientes, garantizando una alta precisión y un acabado liso, crucial para minimizar la fricción. Finalmente, el fresado permite realizar modificaciones específicas, mejorando la adaptabilidad del engranaje a maquinaria especializada.
Los engranajes de espiga son altamente confiables en aplicaciones que requieren durabilidad y precisión, como en motores marinos, maquinaria pesada y sistemas automotrices. Estos engranajes son ideales para industrias que priorizan operaciones robustas y silenciosas.
¿Cómo controlar la calidad del proceso y cuándo realizar la inspección? Este diagrama es claro. El proceso importante para...engranajes cilíndricos¿Qué informes se deben crear durante cada proceso?
Aquí está todo el proceso de producción para esto.engranaje helicoidal
1) Materia prima 8620H o 16MnCr5
1) Forja
2) Normalización del precalentamiento
3) Torneado en bruto
4) Terminar de girar
5) Tallado de engranajes
6) Tratamiento térmico de carburación 58-62HRC
7) Granallado
8) Rectificado de diámetro exterior y orificios
9) Rectificado de engranajes helicoidales
10) Limpieza
11) Marcado
12) Paquete y almacén

Proporcionaremos archivos de calidad completa antes del envío para que el cliente los vea y apruebe.
1)Dibujo de burbujas
2) Informe de dimensiones
3)Certificado de material
4)Informe de tratamiento térmico
5)Informe de precisión
6) Imágenes parciales, vídeos.






Contamos con una superficie de 200.000 metros cuadrados y contamos con equipos de producción e inspección de vanguardia para satisfacer las necesidades de nuestros clientes. Hemos introducido el centro de mecanizado de cinco ejes Gleason FT16000, el más grande de China, específico para engranajes, desde la colaboración entre Gleason y Holler.
→ Cualquier módulo
→ Cualquier número de dientes
→ Máxima precisión DIN5
→ Alta eficiencia, alta precisión
Aportando la productividad, flexibilidad y economía soñadas para lotes pequeños.






forja

molienda

torneado duro

tratamiento térmico

tallado

Temple y revenido

torneado suave

pruebas
Inspección
Estamos equipados con equipos de inspección avanzados como la máquina de medición de tres coordenadas Brown & Sharpe, el centro de medición Colin Begg P100/P65/P26, el instrumento de cilindricidad Marl alemán, el probador de rugosidad japonés, el perfilador óptico, el proyector, la máquina de medición de longitud, etc. para asegurarnos de que la inspección final sea precisa y completa.

Paquetes




Nuestro programa de video
Imágenes de detalles del producto:
Guía de productos relacionados:
Nuestra empresa prioriza la gestión, la incorporación de personal talentoso y la construcción de edificios para el personal, esforzándonos por mejorar la calidad y la responsabilidad social de nuestros empleados. Obtuvimos la certificación IS9001 y la certificación CE europea para engranajes de espiga de China para sistemas automotrices de maquinaria pesada marina. Nuestros productos se suministran a todo el mundo, como Moldavia, Lahore y Bolivia. Gracias a nuestra estricta calidad y servicio posventa, nuestros productos son cada vez más populares a nivel mundial. Numerosos clientes han visitado nuestra fábrica y realizado pedidos. También muchos amigos extranjeros han venido a hacer turismo o nos han confiado la compra de otros productos. ¡Le invitamos a visitar China, a nuestra ciudad y a nuestra fábrica!
El mecanismo de gestión de producción está completo, la calidad está garantizada, la alta credibilidad y el servicio permiten que la cooperación sea fácil y perfecta.
Productos similares
-
Engranaje recto y engranaje helicoidal baratos de fábrica - Hel...
-
Venta caliente de fábrica de anillo y piñón - engranaje helicoidal...
-

Engranaje helicoidal y sinfín de alta definición - Engranaje helicoidal...
-

Precio más bajo para engranaje cónico de cero grados - Spir...
-

Proveedores de bastidores de engranajes al precio más bajo - Int...
-
Fabricante de engranajes helicoidales OEM de China - Engranaje helicoidal U...